Our Clients
Trusted by leading companies







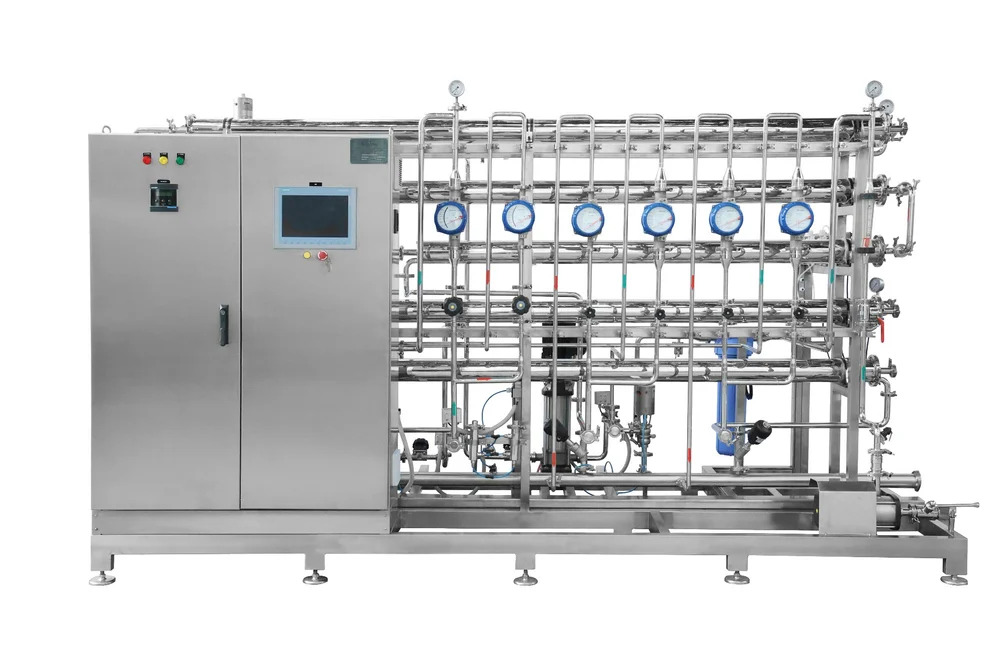
Precision, Purity, Performance
With 11+ years of experience, KHETLAJI INDUSTRIES specializes in designing and manufacturing GMP-compliant Purified Water Generation Systems (PWGS) for pharmaceutical manufacturing facilities. Based in Ahmedabad, Gujarat, we deliver complete pharmaceutical water treatment plants including pre-treatment, Reverse Osmosis (RO), Electrodeionization (EDI), Ultra Filtration (UF), SS 316L storage tanks and hygienic distribution loop systems engineered to meet WHO-GMP and USFDA compliance standards across India and global markets.
Trusted by leading companies
Experience the world of excellence in purified water generation & distribution systems for the pharmaceutical sector.
KHETLAJI INDUSTRIES is a trusted manufacturer of purified water generation systems for pharmaceutical industries in Ahmedabad and across India. Our systems are engineered to produce pharma-grade purified water compliant with WHO-GMP, USFDA and international regulatory standards.
We design, manufacture, install and validate complete water treatment plants including RO, EDI, UF and SS 316L distribution loop systems ensuring consistent water quality, microbial control and operational reliability.
Our comprehensive product range includes high-quality purified water systems tailored for the specific needs of the pharmaceutical sector. From Reverse Osmosis (RO) units to storage and distribution systems, our offerings cover a wide spectrum of purification technologies.
Explore our diverse product line and discover the perfect purified water solution for your pharmaceutical operations.
Specialized water treatment solutions for critical industries

FDA and WHO-GMP compliant purified water generation systems designed for pharmaceutical manufacturing units including tablet, injectable, liquid and ointment production facilities.

High-quality mixing vessels, automated lotion manufacturing systems, and advanced water treatment solutions engineered to meet the strict purity and safety standards of cosmetic production. Designed with orbital-welded joints and fully automatic mixing tanks.

High-quality water treatment systems designed to ensure purity and safety for dairy processing, incorporating orbital-welded joints and an automatic mixing tank for reliable and contamination-free performance.
Cutting-edge water purification technologies designed for excellence
KHETLAJI INDUSTRIES offers end-to-end Purified Water Generation Systems (PWGS) for regulated industries, ensuring water quality compliant with leading global standards.
Learn More
KHETLAJI INDUSTRIES offers Puri fied Water Storage and Distribution Systems designed to maintain turbulent flow, preventing biofilm formation, with loop piping finished to ≤ 0.45 Ra for hygienic operation.
Learn More
Engineered cleanroom utility pendants designed to provide efficient, safe, and precise control of critical cleanroom utilities, supporting stable and compliant cleanroom environments.
Learn MoreCommitted to the highest standards of quality and regulatory compliance
Our CIP/SIP protocols adhere to industry standards, including FDA guidelines, to meet the strict requirements of the pharmaceutical sector.
Comprehensive documentation and validation services ensure compliance and traceability, assuring regulatory authorities and maintaining production integrity.
Rigorous quality testing and validation of all purified water systems, adhering to industry standards and regulations.
Partner with us for unparalleled pharmaceutical water solutions. Trust our expertise to meet and exceed your purified water requirements.